
联系电话:0531-8890 4188 / 8890 4288 / 133 2513 0706
传真:0531-8890 4288
Q Q:530432679

LT-10超声冲击设备
面板功能介绍:
1. 电压指示
2. 电流指示
3.4. 频率显示
5. 过载报警灯
6. 运行指示灯
7. 电源开关
主要技术参数:
电源箱尺寸:400×240×220mm
电源箱重量:9kg
供电电源: 220V,50HZ, 5A。
工作频率:20kHz
输出振幅:100um
换能器类型:德国压电换能器
连续工作时间:16h
冷却方式:风冷
处理速度:0.1m~0.3m/min
功率: 500W ;10%--100%可调。
冲击枪尺寸:长450mm
冲击枪重量:4kg
冲击体形状:冲击针或冲击棒
超声时效冲击枪提高焊接接头疲劳性能的原理
焊接造成的残余内应力如何消除一直是行业内普遍存在的问题。因为残余内应力的存在,产品在内应力释放的过程中,就会在应力残留位置产生翘曲、变形甚至开裂的情况。另外对于结构刚度、杆件稳定性、静载强度、疲劳强度、构件脆性也有一定影响。
消除应力普遍的解决办法是进行热时效处理,但热时效同时存在许多方面的问题,比如需要处理的工件尺寸超过时效炉的处理范围,时效过程中升降温速度难以控制等。而且热时效的成本非常高,运输也较为繁琐。
超声冲击设备彻底解决了热时效存在的诸多问题,可就地针对焊缝进行时效处理,不需要更换场地,而且大大降低了时效成本,改善了时效效果的不确定性。超声冲击技术是目前焊接应力消除有效的方法。应力消除率高于热处理和振动时效处理,
可达到100%。针对焊接焊缝,进行超声波冲击处理,不但能消除残余内应力,而且可以延长焊接区得疲劳寿命和强度,减少应力腐蚀开裂的可能性,提高抗脆裂性和增强材料强度。
超声冲击设备利用大功率的能量推动冲击头以每秒约2万次的频率冲击金属物体表面,高频、高效和聚焦下的大能量使金属表层产生较大的压缩塑性变形;同时超声冲击改变了原有的应力场,产生有益的压应力;高能量冲击下金属表面温度极速升高又迅速冷却,使作用区表层金属组织发生变化,冲击部位得以强化,应力得以消除或均化。
超声波驱动电源通过电缆与设置在外壳内的超声波换能器连接,换能器的振动输出端部与变幅杆连接,变幅杆端部装有冲击针。
超声波驱动电源将市电转换成高频高电压交流电流,输给超声波换能器。然后超声波换能器将输入的电能转换成机械能,即超声波,其表现形式是换能器在纵向作往复伸缩运动;伸缩运动的频率等同于驱动电源的交流电流频率,伸缩的位移量在十几微米左右。变幅杆的作用一是将换能器的输出振幅放大,达到100微米以上,另一方面对冲击针施加冲击力,推动冲击针高速前冲。冲击针冲击工件后,能量向焊缝传递,以达到消除内应力的作用。冲击头受工件的反作用后回弹,碰到高频振动的变幅杆后,再次受到激发,又一次高速度撞向焊缝,如此反复多次,完成冲击作业。
特点:
稳频、恒幅控制电路,冲击效果稳定一致
功率高,不虚标,冲击效果好
不受工件形状、结构、材质、重量、钢板厚度、场地之限制
进口器件,可靠性高,使用寿命长
重量轻,便携,操作非常方便
老厂家,设计精良,使用面广
经济、实用、环保、节能、安全、无污染
显著节能,降低费用
功效:
1、 使金属焊缝的表面层内的残余拉伸应力变为压应力,从而大幅提高金属结构的疲劳寿命。
2、 改变表面层内的金属晶粒结构,使之产生塑性变形层,从而使金属表面层的强度和硬度都有显著的提高。
3、 改善焊趾的几何形状,降低应力集中。
4、 改变焊接应力场,明显减少焊接变形,提高工件的尺寸稳定性。
5、 应力消除效果优于热时效;
6、 适用于户外作业及大型结构件,不受形状、尺寸等限制。
6、 适用于材质广泛,不受材质限制。
7、 疲劳强度可提高0.5-5倍;疲劳寿命提高5-10倍;耐腐蚀性提高四倍;延长工件使用寿命。
8、 消除焊缝表层微小裂纹及溶渣,抑制裂纹发生。
冲击枪应用领域:对焊接处的稳定性和强度方面要求较严格的行业。如:桥梁、电力、造船、压力容器、钢结构等行业的金属焊接处理。
(1)船舶与海洋工程
(2)铁路与公路桥梁的焊接处
(3)管道与压力容器
(4)焊接结构复杂、高拘束状态下的超大型的构件
(5)工程机械、起重机械
(6)受交变动载荷威胁的易疲劳件.
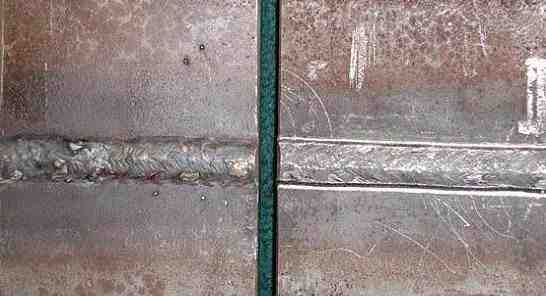
超生冲击前后焊趾对比

大型水电设备冲击现场

造船行业冲击现场

大型构件冲击现场
传真:0531-8890 4288
Q Q:530432679
公司地址:山东省济南市天桥区蓝翔路12号
Copyright © 济南力拓信息技术有限公司 版权所有 鲁ICP备11032298号-5
全国服务电话:0531-8890 4188 / 8890 4288 / 133 2513 0706 传真:0531-8890 4288
公司地址:山东省济南市天桥区蓝翔路12号 网站地图 济南力拓信息技术有限公司
 在线客服
在线客服
